

Outomatiese SIHUA kwaliteit en pasgemaakte verpakkingsrolvormmasjien
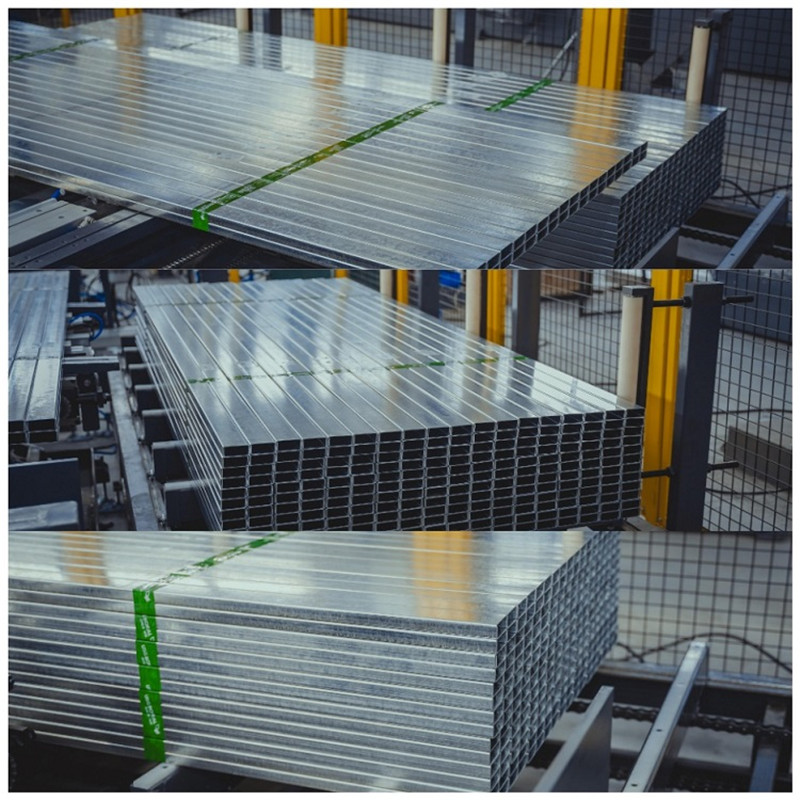
Die ligte staalkiel is 'n boumetaalskelet wat deur 'n verkoelingsproses gerol word deur middel van hoëgehalte-deurlopende warmdompelde aluminiumsinkstrook. Die vormversiering van die afgewerkte onbelaaide muur is gemaak van papiergipsborde, dekoratiewe gipsborde. Geskik vir die modellering van versierings van 'n verskeidenheid geboudakke, binne- en buitemure van die gebou en die basismateriaal van die kapplafon.
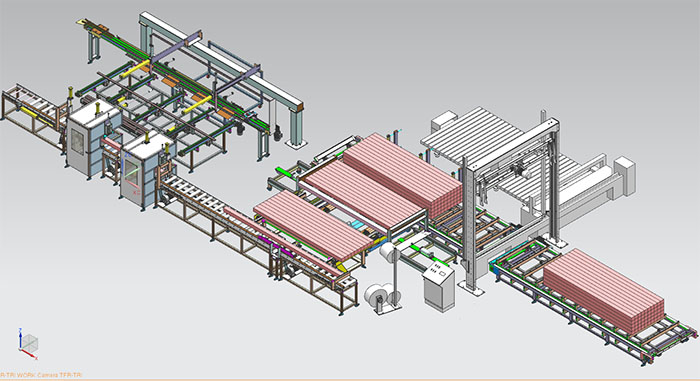
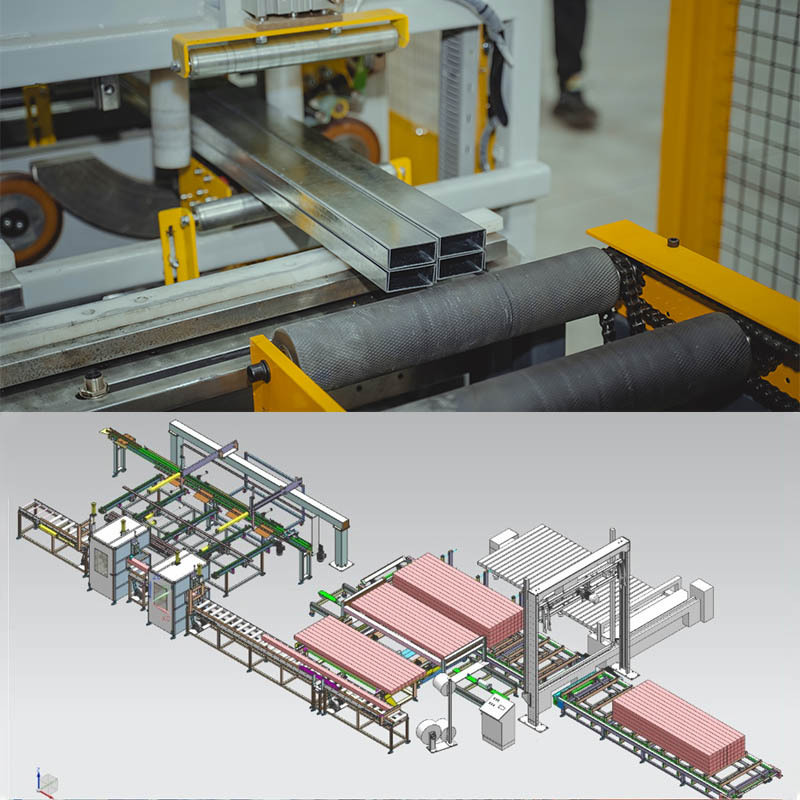
Produksieproses: Ontwikkelaar → rolvormprofiel → snytafel → paktafel (hidrouliese stelsel kry krag) alle dele word deur 'n elektriese beheerstelsel beheer.


| Rolvormer | Produk | Gekombineerde produksiespoed * | Bewerkbare meters | Haak tipe | Verenigbaarheid | ||
| D54 | T4 | Dwars T en Hoofloper | 10 m/min | 0.2 - 0.6 mm | Integrale haak | Meer | |
| D57 | T4 | Kruis T | 31 m/min | 0.2 - 0.6 mm | Integrale haak | Meer | |
| D58D | T4 | Kruis T | 32 m/min | 0.2 - 0.6 mm | Allooihaak | Meer | |
| D59D | T4 | Hoofloper | 34 m/min | 0.2 - 0.6 mm | Integrale haak | Meer | |
| D51 | T4 | Dwars T en Hoofloper | 30 m/min | 0.2 - 0.6 mm | Integrale haak | Meer | |
| Outomatiseringstelsel | |||||||
| DA5MR | Hoofloper kartondoos verpakkingstelsel | D59D | Meer | ||||
| DA5CT | Cross T kartondoos verpakkingstelsel | D57, D58D | Meer | ||||
Outomatiese verpakkingstelsel bevat
● 1ste Outomatiese omdraaistelsel
● 2de Outomatiese bufferprofiel
● 3de Outomatiese stapelstelsel
● 4de outomatiese transmissiestelsel
Die eerste element van die pakrolvormmasjien sit outomaties verskeie profiele saam in 'n klein pakkie. Die pakkie word dan na die bundelarea gestuur vir stewige bevestiging. Van hier af gaan dit na 'n derde masjien en stapel hierdie pakkies in lae om een groot pakkie (die meesterpakkie) te vorm. Die meesterpakkie kan nou handmatig gebundel word of outomaties na die laaste masjien in die stelsel, die outomatiese bundeler, gestuur word.